 СОБЫТИЯ
СОБЫТИЯ ЛИЧНЫЙ ОПЫТ
ЛИЧНЫЙ ОПЫТ ИНТЕРВЬЮ
ИНТЕРВЬЮ ОБЗОР
ОБЗОР ЗАРУБЕЖНЫЙ ОПЫТ
ЗАРУБЕЖНЫЙ ОПЫТ БАНК ЗНАНИЙ
БАНК ЗНАНИЙ
 Опубликовал:
Опубликовал: Занимаетесь ремонтом кондиционеров и холодильных установок? Предлагаем вашему вниманию статью о высокотемпературной пайке твердым припоем.
После ограничений на использование CFC-хладагентов (* озоноразрушающие хладагенты), было много дискуссий о требованиях к пайке трубчатых соединений для новых хладагентов. Две основные причины, по которым производители работ должны обратить более пристальное внимание на качество пайки:
·Заменители без CFC, такие как R-410а, работают при более высоких давлениях, чем нынешние хладагенты, такие как R-22. Например, при 70 °F (*21,11°С) рабочее давление R-22 составляет 120 PSIG (*8.27 bar), тогда как R-410a - 200 PSIG (*13.79 bar). В настоящее время хладагент R-410a значительно дороже, чем R-22, соответственно при утечках хладагента из системы стоимость заполнения системы будет выше.
·Связанный с этим событием является переход к более высокому SEER рейтингу кондиционирования воздуха (*коэффициент сезонной энергоэффективности, единица холодопроизводительности в течение типичного охладительного сезона делится на общее количество, потребляемое электроэнергии за тот же период). В результате этого, многие производители, вероятно, увеличат размер витков. Это приведет к большему количеству паяных соединений.
В любом случае основой производства герметичных паяных соединений является правильная техника. Качественные паяные соединения являются результатом следующих ключевых процедур.
Очистка
Этот простой шаг пропускают, особенно в новых установках. Загрязнители, такие как грязь, масла, или толстая оксидная пленка будут препятствовать "смачиванию" (способности расплавленного припоя растекаться и прилипать к поверхности). Протрите детали ветошью, а затем используйте проволочную щетку из нержавеющей стали или наждачную бумагу для удаления оксидного слоя.
Регулировка пламени
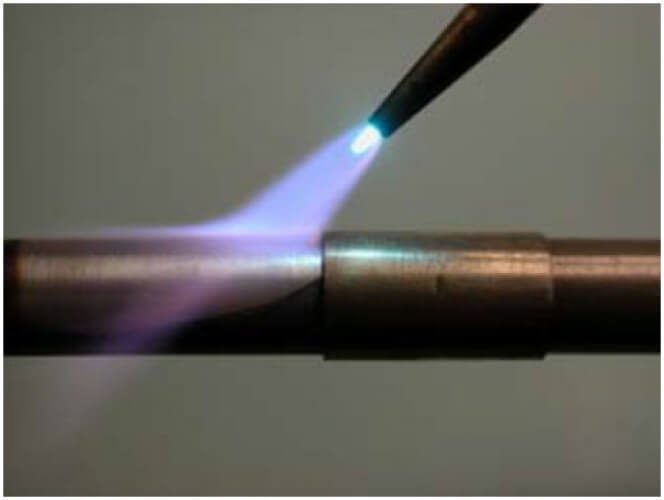
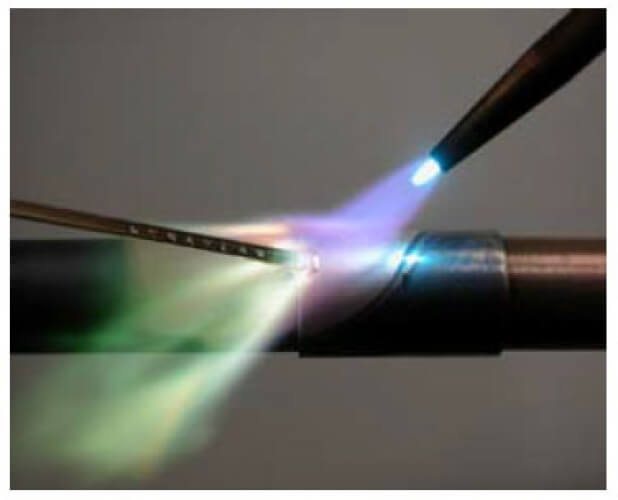
Это следующий важный этап. Настройки пламени зависят от типа источника тепла. Для кислородно-ацетиленового источника рекомендуется нейтральное пламя. Также подходит пламя с небольшим избытком ацетилена (науглераживающее пламя). Избегайте использования пламени с избытком кислорода (окислительного пламени). Это пламя химически увеличивает поверхностную оксидную пленку и препятствует смачиваемости присадочным металлом.
Воздушно-ацетиленовые горелки, использующие мундштуки вихревого типа стали очень популярны. Они имеют единую регулировку пламени. Независимо от типа горелки, когда размер трубки увеличивается или уменьшается, меняем мундштук на больший или меньший, что предпочтительнее, чем просто увеличение давления.

Нейтральное пламя
Науглераживающее пламя
Нагрев
Неправильный нагрев является основной причиной плохо спаянных стыков. Достаточная прочность и пластичность стыка зависит от подачи расплавленного присадочного металла припоя в соединение. Первый стык проявляет прочность снаружи. Несмотря на то, что соединение может быть достаточным при определенных обстоятельствах, высокая вибрация или давление может являться причиной развития трещины.
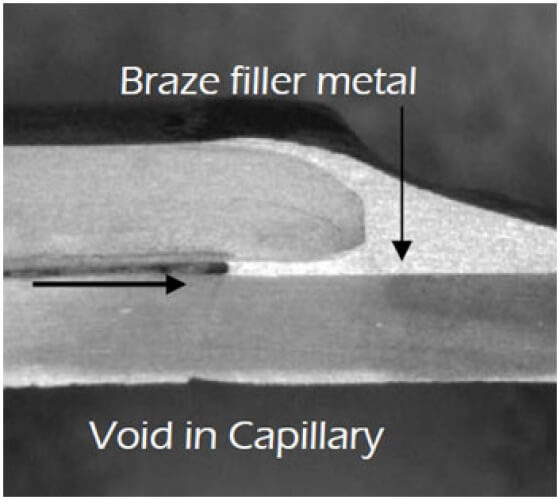
Пустота в капилляре
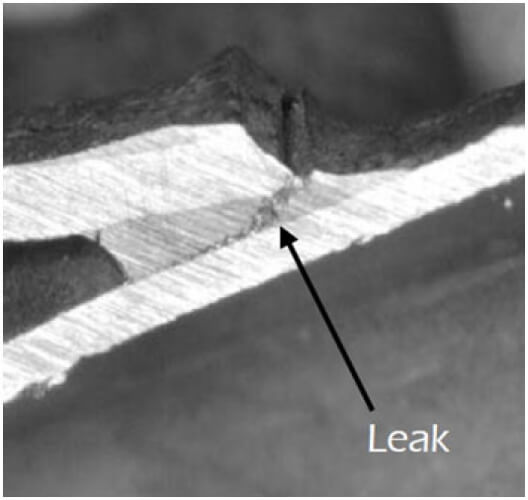
Течь
Чтобы предотвратить это, мы должны использовать метод нагрева, который охватывает обе части, в том числе низ по внутренней части муфты, до температуры пайки. Мы рекомендуем следующий многоступенчатый подход к нагреву:
1. Начинаем с нагрева трубки. Нагреваем трубу вокруг, чтобы провести тепло внутрь муфты.
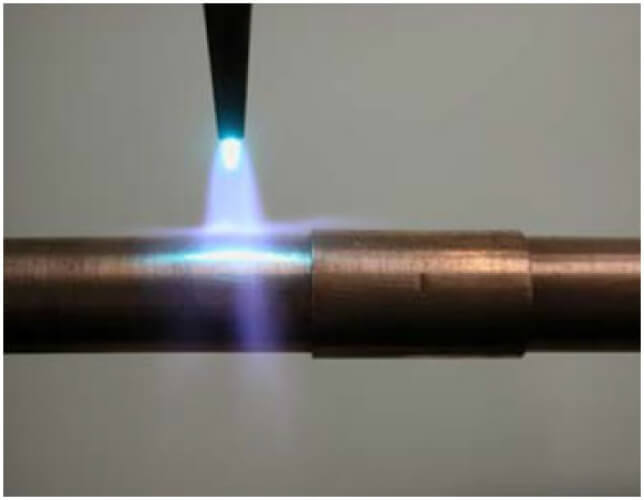

2. После этого предварительного нагрева, переместите горелку к муфте. Наклоните пламя в направлении трубки.
3. Водите горелкой между трубкой и муфтой, чтобы довести обе части до температуры пайки.

4. Перемещайте пламя в сторону муфты и примените присадочный металл. Расплавленный припой будет следовать за теплом к основанию раструба.
5. Шаги 3 и 4 должны быть сделаны с обеих сторон трубки / соединения. Также при увеличении диаметра трубки необходимо повторить эти действия в нескольких точках по окружности. Это будет способствовать равномерному нагреву и гарантировать, что там достаточно припоя и нет "голодающих" участков.
Важно дождаться момента, когда обе части поглотят достаточное количество тепла перед введением припоя. Пруток или проволока должен легко плавиться и течь, когда он прикладывается к основному металлу. Необходимо избегать плавления прутка только от пламени горелки.
Припой
Доступные припои вполне пригодны для производства герметичных соединений. В таблице припоев Harris изложены рекомендации по выбору припоя для различных комбинаций основных металлов.
Флюс
При пайке меди или латуни флюс требуется для разрушения оксидной пленки, защиты основного металла при нагреве и уменьшения поверхностного натяжения присадочного металла. На соединениях медь к меди, фосфор содержащийся в прутках (Stay Silv ® 5, 15, Blockade®, Dynaflow ®) выполняет эту функцию. При пайке других металлов требуется отдельный химический флюс.
Флюс следует использовать экономно и наносить с помощью кисти. Предлагаемый метод заключается в том, чтобы оставить ¼" (*6.35 мм) неофлюсованой области в конце трубки. Во время нагрева капиллярные силы будут тянуть расплавленный флюс через стык. Обязательно удалите остатки флюса мокрой ветошью после пайки.
Низкотемпературная пайка мягким припоем
Несколько спорных моментов возникло при использовании низкотемпературной пайки в качестве замены высокотемпературной пайки. Большинство коммерческих мягких припоев, в частности оловянно-свинцовые и оловянно-сурьмовые, не рекомендуются использовать для охладителей с повышенной вибрацией. Оловянно-серебряные припои, включая Stay Brite®, обладают необходимой прочностью и пластичностью для работ по ОВК (*отопление, вентиляция и кондиционирование) жилых помещений. Исключение составляют соединения, где рабочая температура превышает 200 °F (* 93.3°С).
Стоит отметить, InternationalMechanicalCode (*соглашение, сосредотачивающееся на безопасности систем отопления, вентиляции систем кондиционирования воздуха) предусматривает, что паяные соединения мягким припоем медной трубки приемлемы для хладагентов "Группа А1". R-410A включен в эту группу хладагентов. Преимущества оловянно-серебряных стыков хорошо документированы. Вы исключаете необходимый поддув азота при нагревании, и внешнее охлаждение термочувствительных клапанов не требуется.
Помните, флюсы мягких припоев вызывают коррозию. Позаботьтесь о том, чтобы избежать избыточности флюса на трубке и фитингах, это может окончиться попаданием флюса внутрь замкнутой системы. Чтобы помочь избежать этого, наносите флюс с помощью кисти.
Имейте в виду, что некоторые инструкции производителей по установке кондиционеров и сервисные бюллетени предусматривают низкотемпературные паяные соединения. Подрядчики должны следовать инструкциям производителя, а так же требованиям действующих методических и нормативных документов.
* примечания переводчика
Перевел и подготовил Антон Чураков
При использовании данного материала ссылка на ресурс ЯСВАРЩИК обязательна.
Комментарии
Нет комментариев
Вы не можете оставлять комментарии