 СОБЫТИЯ
СОБЫТИЯ ЛИЧНЫЙ ОПЫТ
ЛИЧНЫЙ ОПЫТ ИНТЕРВЬЮ
ИНТЕРВЬЮ ОБЗОР
ОБЗОР ЗАРУБЕЖНЫЙ ОПЫТ
ЗАРУБЕЖНЫЙ ОПЫТ БАНК ЗНАНИЙ
БАНК ЗНАНИЙ
 Опубликовал:
Опубликовал: Я думаю, многие сталкивались с ситуацией, когда есть какое-то требование в нормативной документации, которое мы выполняем, даже не задумываясь, а зачем это вообще нужно делать? Почему именно так? Сегодня предлагаем вам ознакомиться с небольшой заметкой по теме «правильная заточка вольфрамового электрода» при сварке сталей.
Фото в заголовке: @aerospace_welder
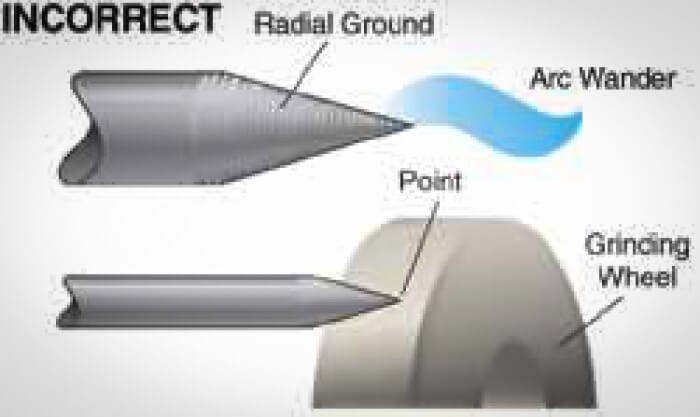
Ниже приведены ошибки при заточке вольфрамового электрода, которые будут влиять на качество формирования шва.
1) Риски расположены не вдоль оси электрода – нарушается стабильность горения дуги (блуждание дуги)
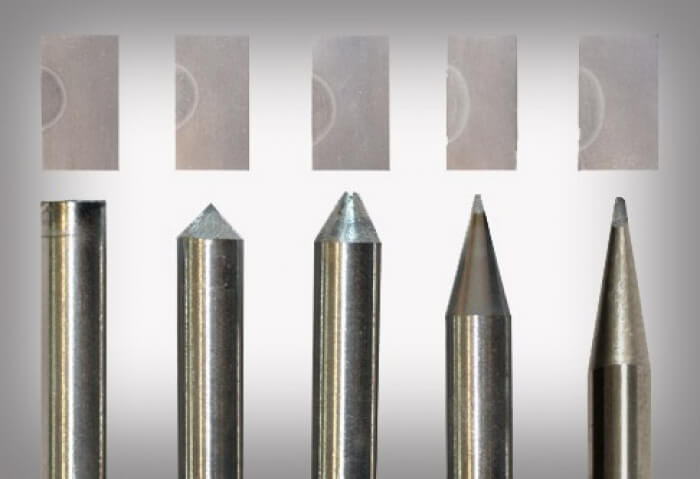
2) Недостаточная или чрезмерная ширина заточки конуса – изменяется форма проплавления

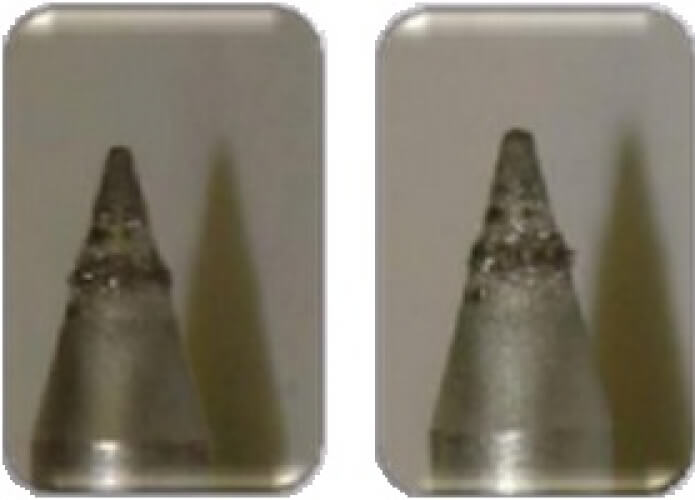
3) Несимметричная заточка – отклонение дуги на одну из кромок
4) Слишком острый угол заточки – снижается ресурс работы электрода
5) Слишком большое притупление – снижается глубина проплавления
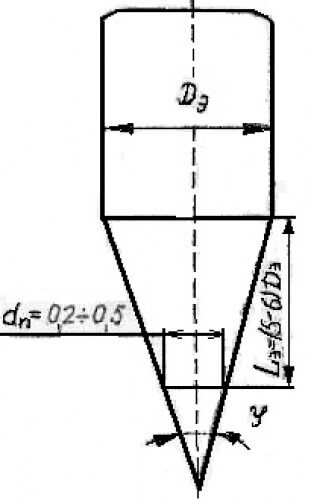
В российских нормативах требования к заточке электрода разнятся. Так, например, РД 153-34.1-003-01 гласит, что конец вольфрамового электрода необходимо затачивать на конус; длина конической части должна составлять 6 - 10, а диаметр притупления 0,2 - 0,5 мм.
В ОСТ 36-57-81 требование такое: неплавящийся электрод перед работой должен быть заточен на конус. Угол конуса φ должен быть равен 28 - 30°, длина конической части (LК) должна составлять 5-6 диаметров электрода (DЭ). Конус после заточки должен быть притуплен, диаметр притупления (dП ) должен быть равен 0,2 - 0,5 мм.
Изучить более подробно влияние угла заточки вольфрамового электрода на геометрические размеры шва можно, прочитав статью «Влияние угла заточки неплавящегося электрода на стабильность глубины проплавления сварного шва при различных токовых нагрузках». Где в результате статистической обработки выявили, что глубина проплавления существенно зависит от угла заточки электрода. Причем наблюдается выраженный максимум этого показателя при угле заточки 30 градусов.
Интересное видео про четыре способа заточки:
1. Настольный точильный станок
2. Машинка для заточки вольфрамовых электродов
3. Станок для заточки вольфрамовых электродов
4. Средство для химической заточки вольфрамовых электродов
Обновление от 08.05.2015.
Видео, в котором показана разница в швах при правильной и не правильной заточке:
Автор: Антон Чураков
Подготовлено с использованием материалов: sibac.info, www.profabricationtechniques.com
При использовании данного материала ссылка на ресурс ЯСВАРЩИК обязательна.
Комментарии
Нет комментариев
Вы не можете оставлять комментарии